Baghouse dust collection in asphalt plant working principle is essential for controlling emissions, recovering valuable mineral filler, and ensuring stable plant operation. In modern asphalt mixing plants, the baghouse dust collector is the core environmental protection system, responsible for treating high-temperature, dust-laden exhaust gas generated during aggregate drying and mixing.
This article explains the working process step by step, from dust generation to filtration, cleaning, and dust reuse, using clear engineering logic suitable for plant owners, operators, and project engineers.

Extremely high dust removal efficiency (often above 99%)
Stable operation under high-temperature and variable-load conditions
Recovery and reuse of valuable mineral filter
Long service life with proper design and maintenance
Why Dust Contro Is Critical In Asphalt Plant
Asphalt plants generate large volumes of fine dust mainly in the following periods:
- Aggregate drying in the rotary dryer
- Material conveying and screening
- Mixing of hot aggregates, asphalt binder, and mineral filler
If not properly controlled, these dust emissions wil casue visible air pollution, exceed environmental regulations, and lead to material loss and unstable mix quality. Further more, it wil accelerate wear on downstream equipment.
The baghouse dust collector solves these problems by efficiently separating solid particles from exhaust gas before discharge.


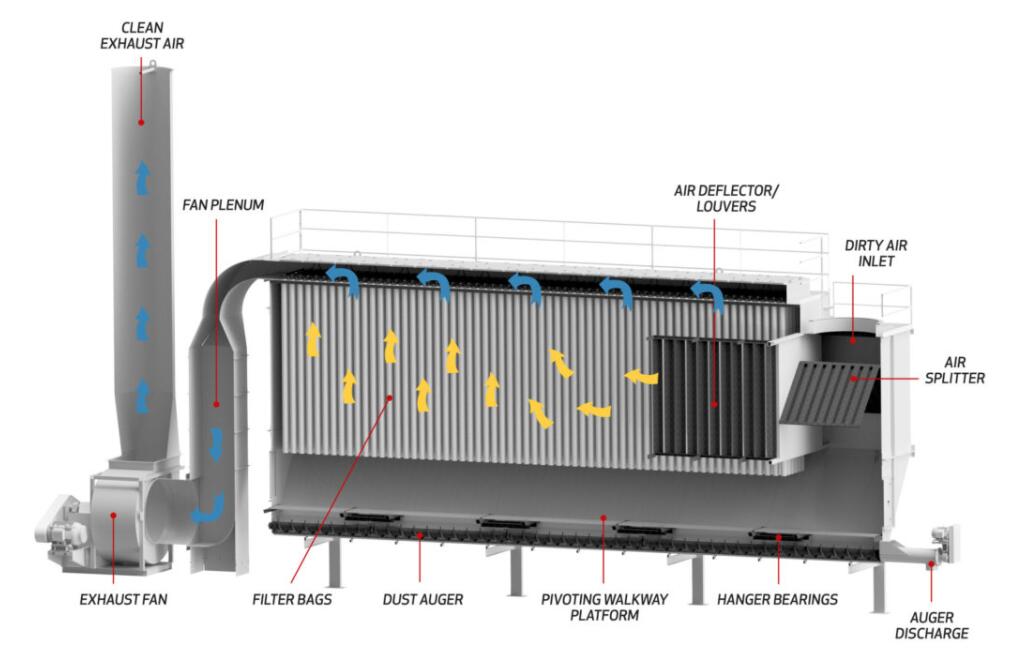
Main Dust Source And Gas Flow Path
To understand how baghouse dust collection works in an asphalt plant, it is important to follow the gas flow path.
- High-temperature exhaust gas is generated in the aggregate dryer drum.
- The dust-laden gas flows through a primary dust separator (often a cyclone) to remove coarse particles.
- The remaining fine dust and hot gas enter the baghouse dust collector.
- After filtration, clean gas is discharged through the induced draft fan and stack.
This staged process reduces the dust load on the baghouse and improve overall system efficiency.
Baghouse Dust Filtration Principle In Asphalt Plants
Fabric Fitration Process
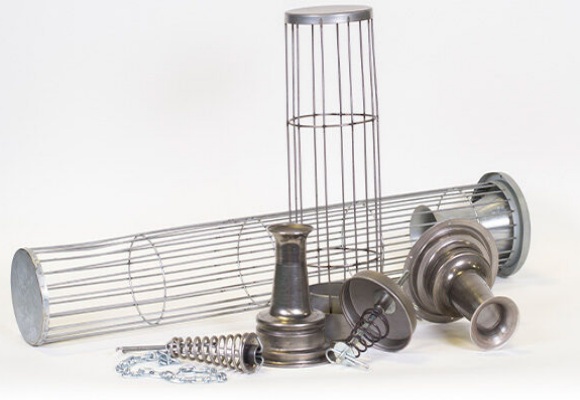
Inside the baghouse, exhaust gas passes through fabric filter bags made of heat-resistant materials such as aramid or fiberglass. Depending on the design, airflow typically moves from outside to inside of the bags.
During filtration,
- Dust particles are captured on the surface of the filter bags.
- Clean gas passes through the fabric and exits the housing
- Collected dust remains on the bag surface, forming a dust layer
Multiple physical mechanisms contribute to dust capture, including inertial impaction, interception, diffusion, and gravity settling.

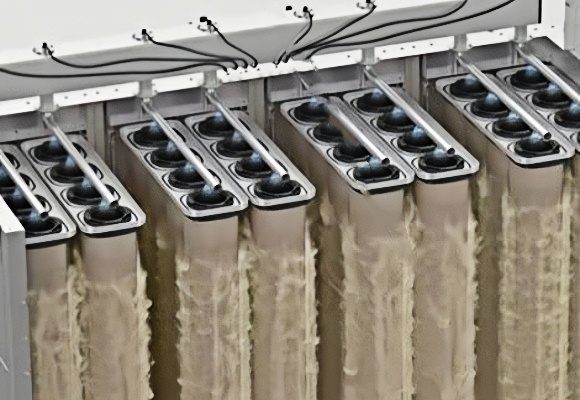
Role Of The Dust Cake In Asphalt Plant Baghouse
As filtration continues, a porus layer known as the dust cake forms on the surface of the filter bags.
In asphalt plants, this dust cake plays a particularly important role:
- It significantly improves fine-particle capture efficiency
- It stabilizes emissions under fluctuating production conditions
- It allows recovery of mineral filler for reuse in asphalt mix design
Rather than reducing performance, a controlled dust cake enhances overall filtration effectiveness.

Bag Cleaning Process – How Dust Is Removed
To maintain stable airflow and prevent excessive pressure drop, the baghouse periodically removes excess dust from the filter bags.
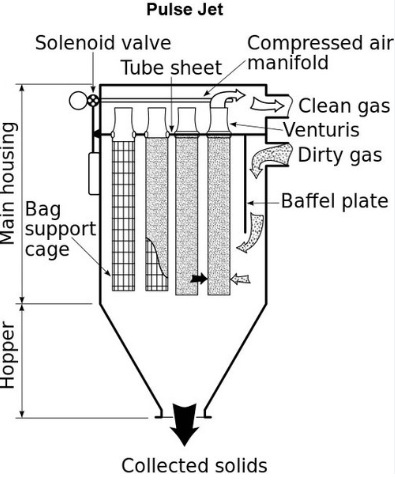
Pulse-Jet Cleaning Method
Most asphalt plants use pulse-jet baghouse systems due to their compact design and ability to operate continuously.
The cleaning process works mainly as follows:
- Short bursts of compressed air are injected into the filter bags
- The sudden expansion and flexing of the bags dislodge the dust cake
- Dust falls into the hopper below the baghouse
Importantly, cleaning removes only excess dust, leaving a thin residual layer to maintain high filtration efficiency.
Pressure Drop Control And System Stability
Pressure drop across the baghouse is a key operating parameter.
- As dust accumulates, pressure drop increases
- Excessvie pressure drop reduces airflow and increases energy consumption
- Insufficient dust buildup can reduce filtration efficiency
Modern asphalt batching plant baghouses use differential pressure sensors to automatically trigger cleaning cycles, ensuring stable operation under varying production loads.
Dust Discharge And Reuse In Asphalt Production
Collected dust is discharged from the baghouse hopper through screw conveyors or rotary valves.
In many asphalt plants, fine mineral dust is returned to the hot aggregate system. Recovered filler improves material utilization. In this way, waste disposal costs are reduced.
This recycling capability is a key advantage of baghouse dust collection systems in asphalt plants.


Advantages Of Baghouse Dust Collection In Asphalt Plants
The working principle of baghouse dust collection offers several benefits in asphalt batching plant applications.
- Extremely high dust removal efficiency (often above 99%)
- Compliance with strict environmental emission regulations
- Stable operation under high-temperature and variable-load conditions
- Recovery and reuse of valuable mineral filter
- Long service life with proper design and maintenance
Common Baghouse Promblems In Asphalt Plants And Solutions
Even with a proven working principle, baghouse dust collections in asphalt plants may face operational challenges if not properly designed or maintained.
High Pressure Drop
- Cause – Excessive dust buildup, improper air-to-cloth ratio, or insufficient cleaning frequency.
- Solution – Optimize airflow distribution, adjust pulse-jet cleaning parameters, and ensure the baghouse operates within the recommended pressure range.
Filter Bag Blinding
- Cause – Moisture condnesation, sticky asphalt fumes, or unsuitable filter media for operating temperature.
- Solution – Use abrasion-resistant filter bags, improve inlet gas distribution, and install pre-separation devices such as cyclones.


Short Filter Bag Life
- Cause – Abrasive dust, high gas velocity, or uneven airflow causing localized wear.
- Solution – Use abrasion-resistant filter bags, improve inlet gas distribution, and install pre-separation devices such as cyclones.
Dust Re-entranment After Cleaning
- Cause – Over-aggressive pulse cleaning or poor hopper discharge design.
- Solution – Fine-tune pulse pressure and duration, and ensure dust is continuously discharged from the hopper to prevent re-entrainment.
Understanding how baghouse dust collection works in an asphalt plant helps operators optimize emission control, material recovery, and system reliability. By combining fabric filtration, controlled dust cake formation, and efficient pulse-jet cleaning, baghouse systems provide a proven and essential solution for modern asphalt mixing plants.
With proper design and operation, a baghouse dust collector not only meets environmental requirements but also contributes directly to production efficiency and cost control.